Polycarbonate (PC) được tạo thành tấm phẳng bằng quá trình ép đùn. Trong quá trình ép đùn, polycarbonate được đẩy liên tục dọc theo một trục vít thông qua vùng có nhiệt độ và áp suất cao, nơi nó được nấu chảy và nén chặt, và cuối cùng được ép qua một khuôn đúc. PC có thể được đùn thành các độ dày khác nhau: 0,25mm, 0,5mm, 0,7mm, 0,8mm, 1,0mm, 1,2mm, 1,5mm và 2,0mm. Độ dày thường được sử dụng là 0,5mm, 0,7mm, 0,8mm và 1,0mm.
PC có thể được trộn với các chất màu khác nhau để có được hiệu ứng phản chiếu, huỳnh quang, quang học và trong suốt.
Máy đùn trục vít có thể được ứng dụng các kết cấu khác nhau để tạo ra các tấm PC có kết cấu.
Coextrusion PC / PMMA. Màng hoặc tấm bao gồm các lớp của hai hoặc nhiều polyme khác nhau có thể được sản xuất bằng cách trộn các dòng nóng chảy. Quá trình này có thể được sử dụng để kết hợp các vật liệu nhằm tạo ra sự kết hợp các đặc tính mà không thể có được trong một polyme đơn lẻ.
PC tạo chân không có thể bảo vệ chống va đập như bảo vệ sọ não.
Máy tính tạo chân không có thể là lớp trượt để tạo chức năng MIPS nhằm quản lý năng lượng tác động quay.
Định dạng nhiệt là một quy trình phổ biến để sản xuất mũ bảo hiểm, trong đó đưa tấm polycarbonate màu đã được tráng lụa vào lò để làm nóng sơ bộ, đặt polycarbonate vào máy hút chân không, tấm được làm nóng đến nhiệt độ tạo hình dẻo, được tạo thành hình dạng cụ thể trong khuôn, các sản phẩm khác nhau có hình dạng và chiều cao sẽ gây ra độ giãn khác nhau trong quá trình tạo chân không, chân không càng mỏng hình thành PC càng tiềm ẩn nguy cơ phai màu hoặc giảm độ bền của mũ bảo hiểm, vì vậy điều quan trọng là phải phân tích và chọn độ dày tấm polycarbonate chính xác liên quan đến chất lượng mũ bảo hiểm và thử nghiệm va đập. và được cắt tỉa để tạo ra một sản phẩm có thể sử dụng được.
Trước quá trình tạo hình chân không, chúng tôi áp dụng một lớp màng bảo vệ trên tấm polycarbonate sau khi đùn, màng bảo vệ Polycarbonate không bị trầy xước trong quá trình đúc khuôn EPS và loại bỏ màng bảo vệ khi lắp ráp mũ bảo hiểm cuối cùng.
Máy tính tổng hợp PMMA

PC đầy màu sắc trong suốt

Gương quang PC
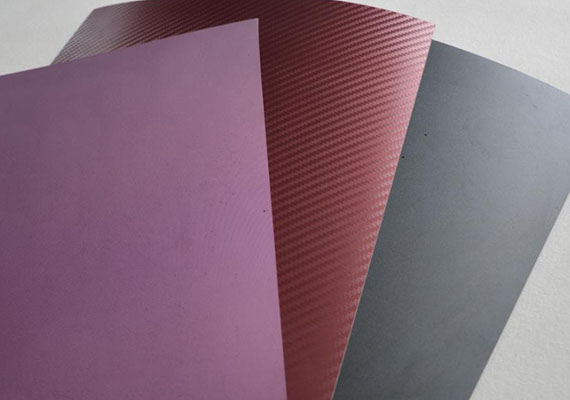
Kết cấu PC

PC huỳnh quang
